 派旗纳米·官方网站
派旗纳米·官方网站
拼板方式是一门技术性,也是一门造型艺术。
当期课题研究跟大伙儿一起共享有关PCB拼板方式层面的话题讨论。PCB拼板方式说简单一点便是把好多个小PCB模块用各种各样接口方式组成在一起。较为常用的拼板方式有AA次序拼、AB正反面拼、AA转动拼、AB阳阴拼、ABC混和拼这些多种多样方法。PCB 设计方案技术工程师在拼板方式设记时通常会充分考虑商品的构造规格、电气设备特性、元器件合理布局等作用层面。在拼板方式设计方案层面怎样提高SMT生产率,把对产品品质的危害风险性降至最少,文中中的实例是在PCBA生产过程中所碰到的,如PCB尺寸不规律、拼板方式后危害生产率,与此同时它也提升生产制造难度系数和制造成本。
PCB拼板方式目地:
1、因PCB尺寸过小、不规律严重影响SMT生产加工生产率
2、完成家具板材使用率利润最大化,降低成本费 。
3、降低成本难度系数,提升企业产品的合格率。
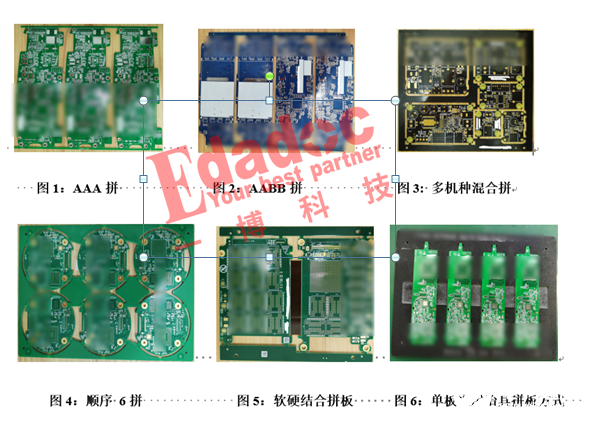
普遍的几类拼板方式方法:
拼板方式设计方案的标准:
拼板方式设计方案方法有很多种多样,在新品研发环节有时难以明确选用哪一种拼板方式方法、拼板方式总数是预设值的。PCB设计技术工程师依据产品特性(如产品构造限制、外接设备插口限载、定位等要素)在设计方案时首先达到设备的构造规定,次之便是在PCB制版工艺和SMT加工中意见反馈家具板材使用率和生产率明确提出的问题。在生产过程中PCB板材选中后,碰到不一样的多少规格和PCB拼板方式方法过炉后热变形立即危害着商品稳定性和特性,提升了SMT生产制造的生产难度系数和制造成本。融合SMT工艺工程师很多年的经验交流,选用拼板方式方法来提高SMT生产线高效率,有下面一些层面跟各位共享:
在SMT生产流水线为了更好地提高生产线稼动率,普遍的拼板方式方法有AAAA拼或AB拼两个方法,我们不能立即问哪一种拼板方式方法好呢?这要从设备的加工工艺复杂性来考虑到,拼板方式后生产线机器设备贴片周期时间均衡率、容积大的元器件二次重熔后掉件问题这些。
选用图2正反面拼设计方案 (AABB拼)优势是让SMT生产线机器设备配备和流程简易非常容易。一张钢丝网,一套贴片式程序流程和SPI/AOI检测程序及其流回电焊焊接炉温曲线提升一次这些,提高SMT迅速换角速度和首样核查一次进行,在非常短的時间内有PCBA制成品产出率给到下一工艺流程软件性能测试。
选用图2正反面拼设计方案 (AABB拼)缺陷便是,若商品BOT面与TOP面在元器件合理布局层面差别比较大状况下(主集成ic容积比较大、元器件合理布局相对密度较高、埋孔流回元器件脚超过表面等)会诱发细间隔部位的助焊膏包装印刷欠佳和不稳定,容积和净重大的元器件在二次过炉时掉件风险性,在大批量生产时不仅没处理高效率提高问题还会继续产生生产加工难度系数和产品质量问题,这也是磨练技术工程师线上技术攻关工作能力。
选用图1(AAA/BBB拼)非正反面拼设计方案,比较合适现阶段大部分加工厂强烈推荐,生产流水线非常容易配制和科学安排机器设备資源,生产工艺流程平稳,非常容易提高生产线高效率。在PCB设计时技术工程师一定要考虑到全方位主集成ic元器件、排热比较大元器件、和外接设备插口元器件合理布局合理化,生产厂仅必须科学安排生产流水线先生产制造BOT面(少元器件面)在生产TOP面(多元器件面),生产过程中碰到品质出现异常时加工工艺工程项目很容易解决处理。
生产过程中在确保直通率的条件下究竟选用哪一种拼板方式方法最好?就需要依据SMT生产线的机器设备配备和设施的生产能力、制造可靠性等原因综合性考虑。
1、最先来了解下SMT生产线配备和基础理论生产能力:

深圳工厂SMT中小批量生产线体为例子
生产流水线贴片式PCB较大规格:774mm*710mm
NXT可以贴最少封装形式03015、01005元器件
NXT摸组基础理论生产能力35000元器件/H
AIM多用途机基础理论生产能力27000元器件/H
2、SMT贴片的一款商品单层SMT制造6拼板方式,在贴片时由原先6拼板方式提升改成12拼板方式,降低传板频次和周期时间工作频率来提高生产能力。

3、SMT每根线体的机器设备配备组成不一样,设备工程师在换线时均衡各机器设备的速率,印刷设备、SPI助焊膏检验速率、贴片式速率、流回炉速率和炉后AOI检验速率,提升成条生产流水线全自动化技术快速生产制造,进一步提高了设备利用率。
汇总,高质量、少工作人员的情形下,效率高的产出率是大家追求完美和持续改进的总体目标。针对中小批量生产和产品研发做版环节的PCB是各种各样,为了更好地达到贴片式设备每钟头效率高的产出率,在PCB拼板方式层面是十分关键的阶段:
双板规格一切一边低于80mm必须拼板方式设计方案
拼板方式后PCB较大规格(L)300-350mm * (W)200-250mm 较为适合
多拼板方式中间有板外射频连接器的外观设计轮廊超过干预时,根据转动拼 加工工艺边方法处理,避免电焊焊接后在传输或运送全过程中撞件损害的品质欠佳。
一些不规律外观设计的PCB的镂空雕花总面积比较大时,在SMT生产制造时非常容易造成机器设备传送路轨上PCB感应器不正确鉴别,造成问题的姿势或未磁感应到PCB发生叠板状况,在拼板方式设计方案时提升加工工艺边把镂空雕花部位补足。
拼板方式设计方案后务必确保大理石板的标准边沿间距板外到少3.5mm(设备在夹紧PCB板外的最少范畴3.5mm),大理石板上2个顶角标准不可以对称性置放,正反两面的标准也不必对称性置放,那样就可以根据机器设备本身的辨别作用防错PCB反方向/背面进到设备。
拼板方式设计过程中,双板中的连接功能的是多少和置放部位也十分关键。
针对FPC和硬软相结合板的拼板方式方法有很大的不一样,拼板方式规定考虑到会更多一些。
总得来说,拼板方式设计方案在达到家具板材使用率和生产制造高效率问题,也需要考虑到生产制造过炉后PCBA热形变和锣板高效率问题。
责编AJX
该文章内容提高散播新技术应用新闻资讯,很有可能有转截/引入之状况,若有侵权行为请联络删掉。
上一篇: 几十元钱和几百元的热水壶差别在哪?该如何选购热水壶?
下一篇: 简述:PCB和FPC的工作原理及区别
