 派旗纳米·官方网站
派旗纳米·官方网站
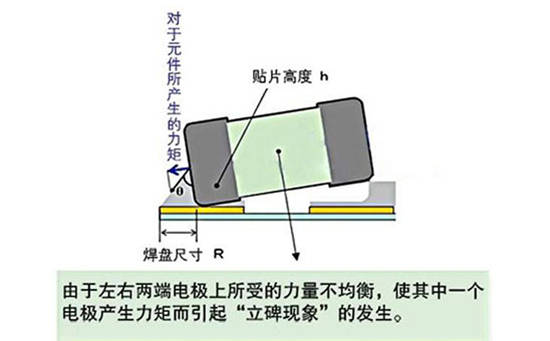
在SMT表层贴片加工工艺的流回电焊焊接操作过程中,贴片式元器件会因为涨缩而造成开焊缺点,这被品牌形象地称之为“立碑”状况(也称之为“曼哈顿”状况)。
贴片式元器件(如贴片电容、电阻等)的流回电焊焊接操作过程中经常会出现“立碑”状况。贴片式电子器件的容积越小,“立碑”状况就越非常容易产生。特别是生产制造1005或更小的SMT元器件时,难以清除“立碑”状况。导致SMT铸造缺陷的情况也许多。下边就跟随捷多邦的专业技术一起来简略剖析一些关键要素吧!
1.加热期
当加热溫度设定较低且加热时间设置较短时间,元器件两边助焊膏不一样融化的可能性将大大增加,造成两边支撑力不平衡,产生“立碑”。因而,应恰当设定加热阶段的技术主要参数。依据捷多邦专业技术很多年的工作经验,加热溫度一般为150 10℃,加热時间约为60-90秒。
2.焊层规格
在设计方案块状电阻器和电容器焊层时,应严苛维持其总体对称,即焊层图案设计的形态和规格应完全一致,以保证当助焊膏融化时左右于元器件上点焊的协力为零,进而产生理想化的点焊。设计方案是制作过程中的第一步,有误的过孔设计方案可能是安裝构件的首要缘故。相关实际的焊层设计规范,请参照ipc-782《表面安装设计和焊盘布局标准》。实际上,超出元器件的焊层太多有可能会造成元器件在焊接材料湿润全过程中滚动,进而造成元器件从焊层一端拉出。
针对中小型金属薄板块状元器件,为元器件的一端设计方案不一样的焊层规格,或将焊层的一端联接到接木地板,也有可能造成元器件竖起。应用不一样规格的焊层很有可能会导致焊层加温和焊锡膏流动性時间不平衡。在流回电焊焊接期内,元器件几乎飘浮在液体焊接材料上,并在焊接材料凝结时抵达其最后部位。焊层上的不一样润湿力很有可能造成元器件欠缺粘合力和转动。在某种情形下,增加汽化溫度以上的時间可以降低元器件竖起。
3.焊锡膏薄厚
当焊锡膏薄厚变钟头,立碑状况便会大幅度减少。这也是因为:(1)焊锡膏较薄,焊锡膏融化时的界面张力随着减少。(2)焊锡膏变软,全部焊层热导率减少,2个焊层上焊锡膏与此同时融化的几率大大增加。焊锡膏薄厚是由模版薄厚决策的,表2是应用o.1mm与0.2mm厚模版的立碑状况较为,选用的是1608元器件。一般在应用1608下列元器件时,强烈推荐选用0.15mm下列模版。
4.贴片偏位
通常,当焊锡膏在流回全过程中融化时,因为界面张力,安裝流程中形成的元器件偏位将根据带动元器件来全自动校准。大家称作“响应式”,但假如偏位比较严重,带动将造成部件竖起并造成“立碑”状况。这是由于:(1)与元器件触碰太多的焊接材料端得到大量的比热,因而它最先融化。(2) 元器件两边与焊锡膏中的黏附力不一样。因而,应调节元器件的置放精密度,以防止比较大的置放误差。
5.元器件净重
比较轻电子器件的“立碑”状况发病率较高,由于不平衡支撑力非常容易带动构件。因而,在挑选电子器件时,假如很有可能,应优先选择考虑到规格和净重比较大的构件。
这段时间大家统共给各位讲解了许多处理铸造缺陷的方法,但他们通常互相牵制。比如,提升加热溫度可以合理清除立碑,但因为加热速率较快,很有可能会形成很多焊锡丝球。因而,在处理这种问题时,大家应当多个方面考虑到,挑选折衷方案。

该文章内容致力于散播新技术应用新闻资讯,很有可能有转截/引入之状况,若有侵权行为请联络删掉。
上一篇: 今日 ,小米众筹 上架 了晴雨 两用 超疏水 雨伞
下一篇: SMT贴片机操作技术要点
