 派旗纳米·官方网站
派旗纳米·官方网站
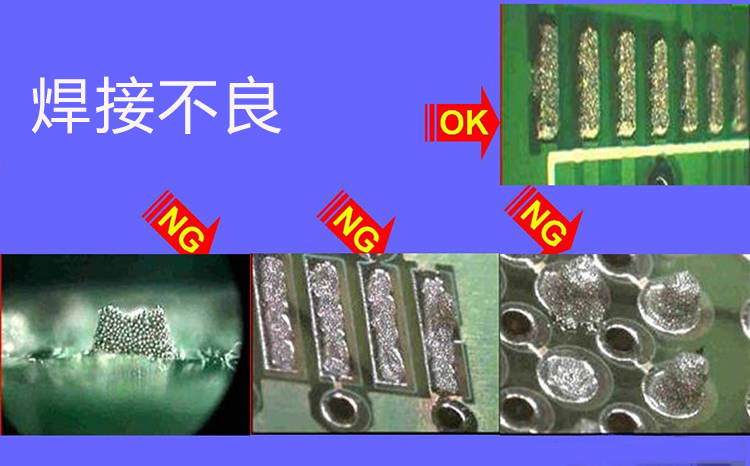
在SMT生产过程中,我们都期待从配置全过程到电焊焊接全过程完毕,基材的品质都能处在处在零缺陷情况,但实际上,这也是难以完成的。由于SMT生产过程许多,我们不能确保每一个全过程都不容易有一点偏差。因而,我们在SMT生产过程中会碰到一些铸造缺陷。这种铸造缺陷通常是由很多种因素导致的。针对每一个缺点,大家应当剖析其直接原因,便于在清除这种缺点时达到目标。
中继
中继通常产生在管脚聚集的电子器件上或间隔较小的集成ic元器件中间。该缺点是大家检验标准中的关键缺点,将严重影响商品的电气设备特性,因而务必给予清除。
造成中继的首要因素是因为焊锡膏过多或焊锡膏包装印刷后的移位、塌边。
焊锡膏过多
焊锡膏过多是因为模版薄厚和张口规格不合理产生的。一般采用0.15mm厚的模版。张口规格由最少管脚或块状元器件间隔决策。
包装印刷移位
包装印刷管脚间隔或块状元器件间隔低于0.65mm的印制电路板应选用电子光学精准定位,标准应设定在印制电路板的对角上。如果不选用电子光学精准定位,精准定位偏差会造成包装印刷移位,导致中继。
焊锡膏塌边
导致焊锡膏塌边的状况有下列三种
1.包装印刷塌边
焊锡膏包装印刷时边沿坍塌。这与助焊膏的特点、模版和包装印刷基本参数息息相关:助焊膏黏度低,保形性不太好,包装印刷后非常容易坍塌和中继;假如模版表面层不光滑高低不平,包装印刷助焊膏也非常容易崩边、铁路桥;刮板工作压力过交流会对助焊膏造成很大的危害,助焊膏的样子会受到损坏,边沿坍塌的几率会大大增加。
防范措施:挑选黏度较高的焊锡膏;选用光纤激光切割模版;减少刮板工作压力。
2.贴片时的塌边
当smt贴片机在贴片SOP、QFP类电子器件时,其贴片工作压力要设置适当。工作压力过交流会使焊锡膏外观设计转变而产生塌边。
防范措施:调节贴片工作压力并设置包括元器件自身薄厚以内的贴片真空吸盘的降低部位。
3.电焊焊接加温时的塌边
电焊焊接加温步骤中也会产生边沿坍塌。当印制电路板部件迅速加温时,焊锡膏中的有机溶剂成份将蒸发。假如蒸发速率过快,焊接材料颗粒物将被挤压电焊焊接地区,在升温操作过程中产生边沿坍塌。
防范措施:设定合理的激光焊接溫度曲线图(溫度、時间),并要避免输送带的振动分析。
该文章内容致力于散播新技术应用新闻资讯,很有可能有转截/引入之状况,若有侵权行为请联络删掉。
下一篇: PCB技术工程师都必须牢记的理论基础几项
