 派旗纳米·官方网站
派旗纳米·官方网站
线路板回流焊炉的基本上加工工艺
暖风回流焊炉全过程中,助焊膏需通过下列这几个环节:有机溶剂蒸发;助焊剂消除焊接件外表的空气氧化物;助焊膏的熔化、再流动性及其焊锡膏的制冷、凝结。
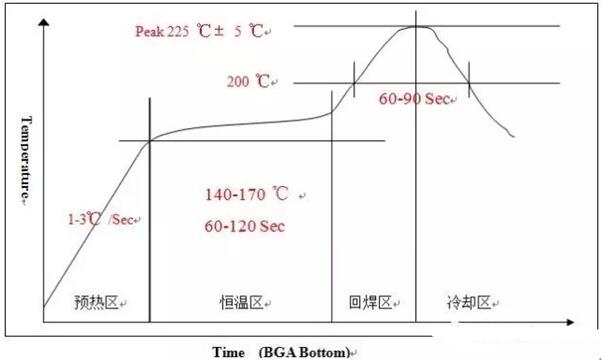
1、PRE-HEAT加热区
关键:加热的直线斜率、加热的溫度
目地:使PCB和电子器件加热,做到均衡,与此同时擦掉助焊膏中的水分﹑有机溶剂,防止助焊膏产生坍落和焊接材料溅出。确保提温较迟缓,有机溶剂蒸发。较柔和,对电子器件的热冲击性尽量小,提温过快会导致对电子器件的损害,如会产生双层瓷器电力电容器裂开,与此同时会出现焊接材料溅出,使在全部PCB的非电焊焊接地区产生焊接材料球及其焊接材料不够的点焊。
功效及规格型号﹕是用于加温PCB&零件;直线斜率为1-3/秒,占总時间的30%上下,最大温控在140下列,降低热冲击性。
2、SOAK控温区
关键:均温的時间、均温的溫度
目地:确保在做到再流溫度以前焊接材料能彻底干躁,与此同时还起着助焊剂活性的功效,能消除电子器件、焊层、焊粉中的氢氧化物。時间约60~120秒(依据焊接材料的特性、PCB有一定的差别)。
功效及规格型号﹕使尺寸零件及PCB遇热彻底匀称,清除部分温度差;根据助焊膏有效成分中的有机溶剂消除零件电级及PCB、PAD及SolderPowder表层金属氧化物,减少界面张力,为主溶作提前准备。時间约占45%上下,溫度在140-183中间。
3、REFLOW回焊区
关键:回焊的最高温度、回焊的時间
目地:助焊膏中的焊接材料使金箔粉逐渐融化,再度呈流动性情况,取代饱和蒸气压助焊剂湿润焊层和电子器件,这类湿润效应造成焊接材料进一步拓展,对大部分焊接材料湿润時间为60~90秒。回流焊炉的环境温度要高过焊料的溶点溫度,一般要超出溶点溫度20–40度才可以确保再流焊的品质。有时候也将该地区分成好几个区,即熔化区和再流区。
功效及规格型号﹕为全方位热化重熔;溫度将做到最高值溫度,最高值溫度通常操控在205-230中间,peak溫度过过高造成PCB形变,零件开裂及二次流回等状况发生。
该文章内容提高散播新技术应用新闻资讯,很有可能有转截/引入之状况,若有侵权行为请联络删掉。
